���a(ch��n)�o(w��)�ѼyAA6061�X�Ͻ�ķ�ĩ���ۻ��������췽��
�M���c��ǰ������777��ȣ��X��ʹ���������p�٣��� 50% �½��������X��Ȼ���w�C(j��)�C(j��)���Ĵ����(sh��)ǰ���Լ�β����ˮƽ��(w��n)�����аl(f��)�]���P(gu��n)�I���á���ˣ����÷�ĩ���ۻ������������e��ˇ���������� (AM) ���g(sh��)�ӹ��X�Ͻ���(du��)��������y(t��ng)�������w�C(j��)�����dz���Ҫ��
����(j��)�¿��_˹��W(xu��)�Č������о��ˆT�����һ�Nʹ�����������γɟo(w��)�Ѽy�X�Ͻ�Y(ji��)��(g��u)�ķ��������ڹ�.���ڣ��������@һ���гɹ�����Ҫ��B��
 �X�Ͻ�ϵ��
�X�Ͻ�ϵ��
© 3D�ƌW(xu��)�Ȱ�Ƥ��
��(sh��)�F(xi��n)�X�Ͻ�a(ch��n)Ʒ��(f��)�s�Π�
�X�Ͻ�6601��AA6061����һ�N�ɟ�̎�����ϣ���Ҫ���X������V�M�ɣ������������F���~���t���\���i���ԓ���ϵij�Ҋ(ji��n)��(y��ng)�ð��������w�C(j��)����܇���������y(t��ng)�ϣ�AA6061 ���T��Ȼ��ʹ��܈�ơ�����D�����͵ġ�ԓ�Ͻ�ͨ�^(gu��)�m��(d��ng)?sh��)��������ṩ�����õęC(j��)е�ӹ����ܺͿɺ��ԣ��M���������(qi��ng)�Ƚ��͵��˻�l���µĿ�����(qi��ng)�ȣ��� 210 MPa �Ļػ���(qi��ng)�Ƚ��͵� 120 MPa��
 © Velo3D
© Velo3D
Ȼ�������y(t��ng)�ij��ͼ��g(sh��)����܈�ơ����͔D�����ڳ�����øߏ�(qi��ng)�������ȡ����g�Ժ͌�(d��o)���ԣ����_(d��) 167 W/mK��������M�ϵ�ͬ�r(sh��)��߀�](m��i)����ȫ��(sh��)�F(xi��n)��(f��)�s�Ď��ΠҲ�����f(shu��)�����y(t��ng)�ij��ͼ��g(sh��)�o(w��)�����y�Ԍ�(sh��)�F(xi��n)��(f��)�s�ă�(n��i)ǻ���S����s�ͱ������������⣬AA6061 �X�Ͻ���T���^(gu��)�����y��AA6061 ���ڟ��ѡ������c�Ͻ�ɷ־��д_�������P(gu��n)�ԡ�AA6061����Al�CMg�CSi�CFe-Tiϵ����(j��)��(b��o)������ 0.3-0.4% Fe��0.5% Mg��0.5% Si �� 0.15% Ti �r(sh��)���нӽ� AA6061 �������������ԡ�
![]() �A(y��)���c��ˇ���Ƶ����
�A(y��)���c��ˇ���Ƶ����
�¿��_˹��W(xu��)�Č���US 20190039183 A1��Method and system for powder bed fusion additive manufacturing of crack-free aluminum alloys��ּ�ڽ�Q�@�ӵĆ�(w��n)�}��ʹ������IJ��������F(xi��n)���_�Ѳ���������(du��)�ߵ��ܶȡ��X�Ͻ��ĩ����AA6061��AA2014��AA2017��AA2024��AA2219��AA5083��AA7050��AA7075��AA7150��AA7178��AA7475��ԓ����ͨ���]��Һ�B(t��i)���ٵı��揈��ͨ�^(gu��)�(q��)��(d��ng)����ĝ�(r��n)���Ժ�֦���gҺ�B(t��i)��������(d��ng)��(l��i)Ӱ������Ѽy������������ڼ����ۻ�֮ǰ�����gʹ�øБ�(y��ng)�ӟ��(l��i)�ӟ��ĩ���ķ�������ĩ���ĸߜؽ������������ʣ��_���˸�һ�µ�������������˺�ѡ�
�����X�Ͻ�ǰ�w��ĩ�ѽ�(j��ng)̎�ڸߜؠ�B(t��i)������Ҫ�^��������(l��i)�ۻ����٣������Ҫ�^�ٵļ���ʣ��c�������ӟ��ĩ����ϵ�y(t��ng)��ȣ��w�R�����ļ���ӹ��^(q��)���ķ�ĩ�w�����İl(f��)����(hu��)�p�١����@�N��ʽ����ĩ��ʹ��Ч�ʸ��ߣ���?y��n)������?hu��)���߹��ʼ���R��͓p�ģ��Ķ���(d��o)�·�ĩ���M(f��i)�� ͨ�^(gu��)������ԡ������{(di��o)�ƺ̈́�(d��ng)�B(t��i)����(sh��)׃���ṩ�˸����_�ؿ��Ʒ�ĩ/����ضȵ��ֶΡ���W(xu��)�ߜ�Ӌ(j��)���t�����IR �z��C(j��)�������ż�ɆΪ�(d��)��M��ʹ�Á�(l��i)�O(ji��n)�y(c��)�Ϳ��Ʒ�ĩ�ضȡ����ʹ�öನ�L(zh��ng)�ߜ�Ӌ(j��)����������(du��)�ض��x��(sh��)�İl(f��)������ه�ԡ�����(sh��)�ڿ��g��׃�����Ԅ�(chu��ng)���ض��ڲ��σ�(n��i)��������γɺ;����ΑB(t��i)�ĝu׃���ݶ��Y(ji��)��(g��u)��
�о��ˆT߀���]���� AA6061 �� AA7075 �������T�� Zr �����(l��i)�w����Ҫ��(du��)���Բ����M(j��n)�������b�����J(r��n)�C�������ں��պ���������P(gu��n)�I��(y��ng)�á��о��ˆT�J(r��n)�R(sh��)�������]��ͨ�^(gu��) Zr �{���w����(du��)ǰ�w��ĩ�M(j��n)�й��ܻ���Ҫ�~��ij��������ܕ�(hu��)���Ӽӹ��ɱ����o늽M�b���g(sh��)����K��ʹ�� LPBF�����ĩ���ۻ�����3D��ӡ���g(sh��)���a(ch��n)�� AA6061 ԇ�ӵĹ�W(xu��)�@�R (OM) ������ʾ�����÷�ɢ�ʹ�ߴ������Ĵ��ڡ����@��Ƭ��Ҳ���@���Ǜ](m��i)���۳غ��۵���չʾ��ʹ�þ��иߜط�ĩ���ӟ��LPBF��(l��i)�o(w��)�Ѽy������AA6061��
3D��ӡ���X�Ͻ��㲿���S��Ҳ�M(j��n)���˟�̎����ͨ�^(gu��)�� 520��C��T6�ػ𣬲��� 3��C/min ���ٶ���s���Ҝ� (25��C)���@�N̎���a(ch��n)���˼s 280 MPa ��������(qi��ng)�ȡ��s 310 MPa �ĘO������(qi��ng)�Ⱥ� 3.5% �����L(zh��ng)�ʡ��mȻ����ֵ�͘O������(qi��ng)��ֵ̎�� T6 ��B(t��i)�����ޣ������L(zh��ng)�ʵ���ԓ��B(t��i)�¼s 5% ��������ֵ�����x�^(q��)�����ۻ�LPBF ����3D��ӡ����� AA6061 ����K����������� AA6061����M(j��n)���˱��^��LPBF ����Ę�Ʒ��������(qi��ng)�Ⱥ͘O������(qi��ng)���c���a(ch��n)Ʒ������(y��ng)�����ஔ(d��ng)��Ȼ������ LPBF ����Ę�Ʒ�д�����չ�Եēpʧ���A(y��)Ӌ(j��)�S���M(j��n)һ���ą���(sh��)��(y��u)����ˇ���M(j��n)���@�N��r��(hu��)�������ơ�
![]() Ѹ�ٰl(f��)չ���X�Ͻ����������о�
Ѹ�ٰl(f��)չ���X�Ͻ����������о�
l �_��Ӳ��ֵ��(w��n)������ќض�
���P(gu��n)Փ�����}Ŀ��Design, microstructure and thermal stability of a novel heat-resistant Al-Fe-Ni alloy manufactured by selective laser melting���l(f��)���ڡ�Journal of Alloys and Compounds���ϡ��о��F(tu��n)�(du��)�O(sh��)Ӌ(j��)��ͨ�^(gu��)�T�쌍(sh��)�(y��n)�_��������SLM��Al-Fe-Ni�Ͻ�ɷ֣�����(du��)�Ͻ�ğ᷀(w��n)�����M(j��n)�����M(j��n)һ�����u(p��ng)������K�_���Ͻ�Ӳ��ֵ��(w��n)���ĜضȞ�300�棬���ҽ�(j��ng)�L(zh��ng)�_(d��)����ğᱩ¶��Ӳ��ֵ���](m��i)���½����C���O(sh��)Ӌ(j��)�ɷֵĺϽ���300������^�õğ᷀(w��n)���ԡ��S��ĽM������Ҳ�C���ˣ������ߴ��Al9FeNi�����300���µķ�(w��n)������Ӳ��ֵ���ַ�(w��n)������Ҫԭ��
l ���ӳɺ˄�
��(l��i)�Է���(gu��)�W(xu��)��M(j��n)athieu Opprecht���˵��о�����������һ����(sh��)����ᐷ�(w��n)������䆣�YSZ�������T��(d��o)������(x��)������׃3D��ӡ6061�X�Ͻ���ϵ��^�Y(ji��)��(g��u)���Ķ��������Ѽy�F(xi��n)�����P(gu��n)Փ�İl(f��)����Acta Materialia�ڿ��С�
�ЃɷN���������M(j��n)�о�����(x��)������һ�N�������ڴ�ӡ�^(gu��)���п��Ɵᑪ(y��ng)�����ڶ��N������ͨ�^(gu��)��׃�Ͻ�ɷֻ��ڻ��A(ch��)��ĩ��ֱ�����ӳɺ˄���(l��i)����(qi��ng)����ɺˡ�
����(gu��)�W(xu��)��M(j��n)athieu Opprecht���ˌ���ͬ��(sh��)����ᐷ�(w��n)������䆣�YSZ�����ӵ�Al6061���A(ch��)��ĩ�С���(sh��)�(y��n)�l(f��)�F(xi��n)��������(x��)��Ч��ȡ�Q�����ӵ�YSZ������1�����w�e��?j��n)?sh��)���_ʼ��SEM��EBSD�D���@ʾ�����p��ֲ��ĵ��S��������^�Y(ji��)��(g��u)���Y(ji��)������������2�����w�e��?j��n)?sh��)����YSZ������ȫ�����۳�߅���ϵ��Ѽy��
(؟(z��)�ξ���admin)
��һƪ�����⻯�W(xu��)�ӹ�˾TNSC���NEquispheres��3D��ӡ�X��
 ��(du��)��(bi��o)NASA��GRCop-42�����_(d��)
��(du��)��(bi��o)NASA��GRCop-42�����_(d��) PowderMonkeys�Ƴ��ɷN��
PowderMonkeys�Ƴ��ɷN�� �к��~����Ƴ�����������
�к��~����Ƴ�����������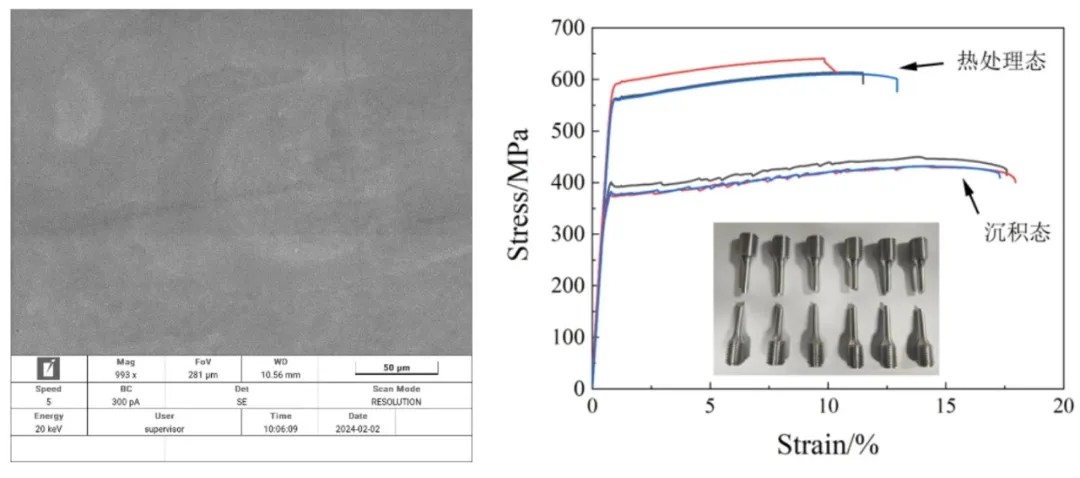 ������(qi��ng)�ȡ�600MPa��������
������(qi��ng)�ȡ�600MPa�������� Advanced Laser Materials
Advanced Laser Materials Tekna 2023������2.16�|Ԫ
Tekna 2023������2.16�|Ԫ
- ����(du��)��(bi��o)NASA��GRCop-42�����_(d��)�Ƽ���(sh��)�F(xi��n)Cu-4
- ��PowderMonkeys�Ƴ��ɷN���M(j��n)�ۺ����ĩ
- ���к��~����Ƴ������������쌣��MT-Ti3
- ��������(qi��ng)�ȡ�600MPa���������Ƴ�A60X�ߏ�(qi��ng)
- ��Advanced Laser Materials (ALM):�۽�
- ��Tekna 2023������2.16�|Ԫ�����L(zh��ng)52%��
- ����˹�Ƴ�3D��ӡ����ĥ��ĩ�͘�֬����(y��ng)
- ���R������Ƴ���(zh��n)��(ch��ng)�Ƅ�(d��ng)���ܹ��S�����ý�
- ����(du��)��(bi��o)NASA��GRCop-42�����_(d��)�Ƽ���(sh��)�F(xi��n)Cu-4
- ��PowderMonkeys�Ƴ��ɷN���M(j��n)�ۺ����ĩ
- ���к��~����Ƴ������������쌣��MT-Ti3
- ��������(qi��ng)�ȡ�600MPa���������Ƴ�A60X�ߏ�(qi��ng)
- ��Advanced Laser Materials (ALM):�۽�
- ��Tekna 2023������2.16�|Ԫ�����L(zh��ng)52%��
- ����˹�Ƴ�3D��ӡ����ĥ��ĩ�͘�֬����(y��ng)
- ���R������Ƴ���(zh��n)��(ch��ng)�Ƅ�(d��ng)���ܹ��S�����ý�
- ��⁺Ͻ�3D��ӡ��ĩ��������������������
- ��AddUp��ģ���������Ƴ����ڏ�(f��)�sע�ܳ�
 SME��WI3DP(li��n)����
SME��WI3DP(li��n)���� ���⻯�W(xu��)�ӹ�˾TN
���⻯�W(xu��)�ӹ�˾TN ��a(ch��n)�����_(d��)200��
��a(ch��n)�����_(d��)200�� Cetim�l(f��)�������
Cetim�l(f��)������� ���ٷ�ĩ���a(ch��n)��Ca
���ٷ�ĩ���a(ch��n)��Ca ���������͵ͳɱ�
���������͵ͳɱ�- ��3D��ӡ���ϡ����ٷ�ĩ
- ���ܰ���ͨ3D��ӡ�C(j��)׃������3D��ӡ�C(j��)��Si
- ����3D��ӡ���ٲ����o(w��)�����NanoSteel
- ���ô���ʯ����3D��ӡ����
- ��NanoSteel��˾�״��Ƴ��ɿ�3D��ӡ���P
- ���A��߿��ۡ�3D��ӡ�����������ٲ�
- ������3D��ӡ�X�۽�Q����̽���M(j��n)����
- ��GKN�cTLS����������˾����3D��ӡ⁽���
- ����乫˾�Ƴ����ߏ�(qi��ng)�����g���P�3D
- ��Z3DLAB�Ƴ������ڽ���3D��ӡ���-�մ�


