�u�ӶѯB��Ƭ�������ܳɞ�3D��ӡZ�S������˼·
�r�g��2024-02-23 09:18 ��Դ���ϘO�� ���ߣ�admin ��x����
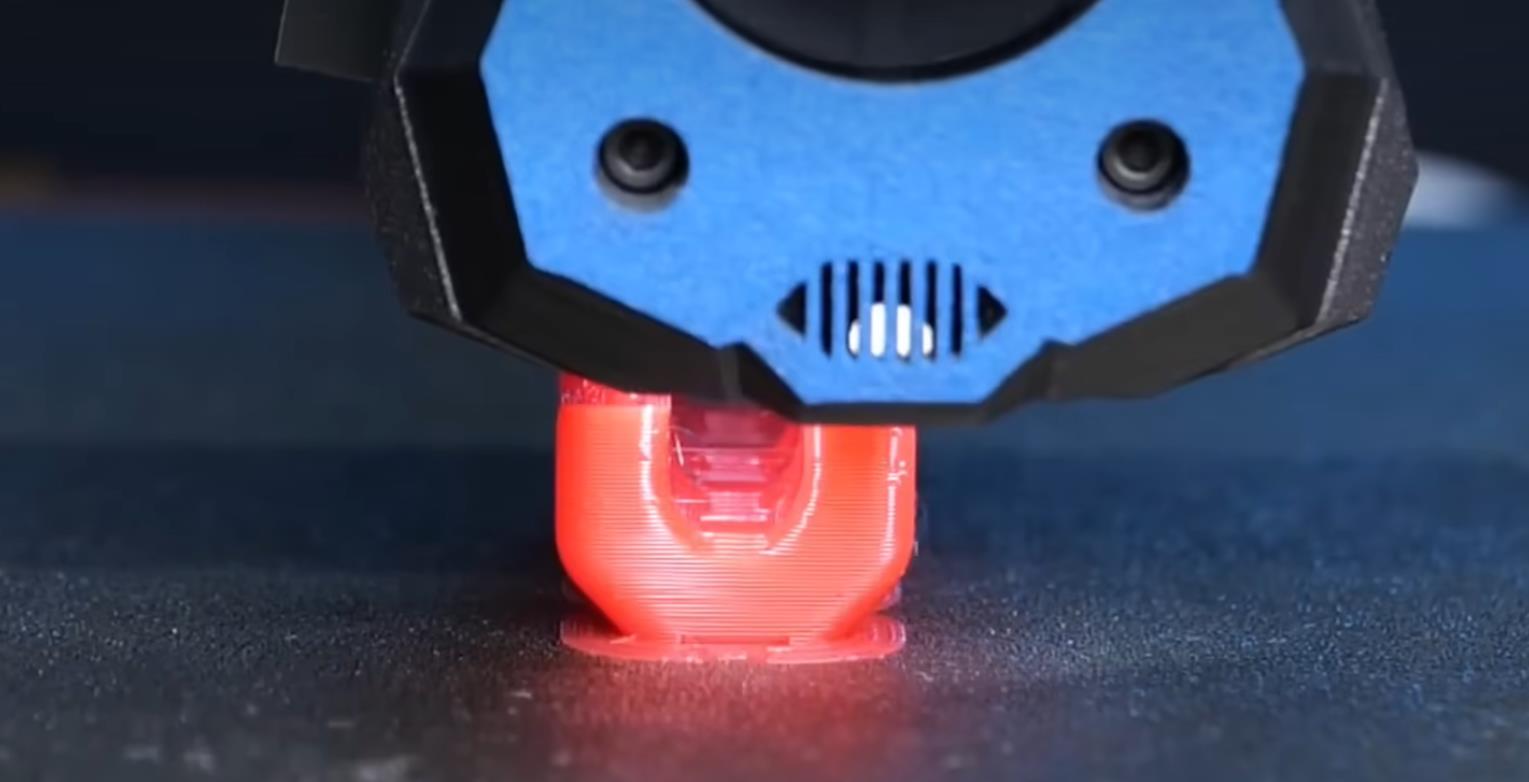
�������CNC Kitchen�J�� һ����r�������z�S����ȱ�ݶ��Ǽ�����һ��ƽ���ϡ����F��������
���牦�w�ȴֱ���������w����������3D��ӡһ�ӌ��R�ѯB�����Dz��ý��e���i�ķ�ʽ�@�÷����ĽY�����ܡ���ô�������ӡ�߾���׃�ɞ�u�ӶѯB�ķ�ʽ�Ƿ���Ԏ����e�OӰ��أ�
�@���뷨�_�����أ������Փ���v��������@�N��X�ΈD�����i�����H�����ˌ�ƽ�����߀�����˃Ɍӿ���ճ����һ��ı���e���������ӌ��gճ�����ĝ��������ˌ��F�@�N��Ƭ��ӡ�ķ����������������simplify3Dܛ�����ص���Ƭ�O�÷�ʽ����ģ�ͷֳ����ķN�Ϊ�����Ƭ���̡���һ������ÿ����ڣ��ڶ���������䡣�Ԙ˜ʌӸ��M�д�ӡ����ʼ�Ӹߞ�100%���ɡ������Ҫ�_���u�ӶѯB�ķ�ʽ��ʣ�ɂ���Ƭ���̃H�茢��ʼ�Ӹ��O�Þ�150%����һ�Ӿ��cǰ�ɂ�����ƫ�Ƴ��낀�Ӹߣ���������Ӹ߾��ɱ����e�ӶѯB���@�N�����dz���Ч�����Ҳ��H�m����ͨ�������w�����ڸ����s�������ӡЧ��Ҳͬ�ӷdz���ɫ��
ͨ�^���ȃɷN��Ƭģ�͵Č��H����D���u�ӶѯB�_���@���˷dz�Ư�����i�Y����������ʹ��P L A��PETG�ɷN���ό�����������M�Мyԇ������0.25���ČӸߡ�4Ȧ�ں� �o���ą��� ���^��u�ӶѯB�Y������ڽY���������ܵ�Ӱ푡�
�Y���@ʾ��ͨ��Ƭ��P L A��Ʒ��ƽ��944ţ��������ʧЧ��PETG��Ʒƽ���Ɖ��d�ɞ�950ţ�������Ĕ��ѱ����������ȫƽ̹���@ʾ����Ҏ3D��ӡ�����ʧЧ���c�������ôu�ӶѯB��Ƭ��P L A��Ʒƽ����1072ţ��������ʧЧ���ȅ������ȸ���14%��PETG�ď���Ҳ�����10%�������@�N�·f����Ƭ�����_������ˌ��gճ������
����˼����PETG�����ڴu�ӶѯB��Ƭ�£��ܶ�������F�˶����Ѽy��������ֱ��ը�ѵ���r���@Ҳ��ζ���@�N����Ҳ�����������µ���^����đ���ȱ�ݡ����m߀�Ǻ�ֵ�������о��ġ�����CNC Kitchen�Ľ�B���@�N��ʽ������Ч���c�ΌӌӸ߳����ȣ�����ΌӌӸߺܱ����ѯBЧ���Ͳ������@�����J���mȻ�@�N�·f����Ƭ���������������ܷ���������Ȼ�߂�ʹ������FDM 3D��ӡ׃�ø����ľ������f����δ��ͨ����Ƭܛ���о͕�Ҋ���@����Ƭģʽ���أ�
�@���뷨�_�����أ������Փ���v��������@�N��X�ΈD�����i�����H�����ˌ�ƽ�����߀�����˃Ɍӿ���ճ����һ��ı���e���������ӌ��gճ�����ĝ��������ˌ��F�@�N��Ƭ��ӡ�ķ����������������simplify3Dܛ�����ص���Ƭ�O�÷�ʽ����ģ�ͷֳ����ķN�Ϊ�����Ƭ���̡���һ������ÿ����ڣ��ڶ���������䡣�Ԙ˜ʌӸ��M�д�ӡ����ʼ�Ӹߞ�100%���ɡ������Ҫ�_���u�ӶѯB�ķ�ʽ��ʣ�ɂ���Ƭ���̃H�茢��ʼ�Ӹ��O�Þ�150%����һ�Ӿ��cǰ�ɂ�����ƫ�Ƴ��낀�Ӹߣ���������Ӹ߾��ɱ����e�ӶѯB���@�N�����dz���Ч�����Ҳ��H�m����ͨ�������w�����ڸ����s�������ӡЧ��Ҳͬ�ӷdz���ɫ��
ͨ�^���ȃɷN��Ƭģ�͵Č��H����D���u�ӶѯB�_���@���˷dz�Ư�����i�Y����������ʹ��P L A��PETG�ɷN���ό�����������M�Мyԇ������0.25���ČӸߡ�4Ȧ�ں� �o���ą��� ���^��u�ӶѯB�Y������ڽY���������ܵ�Ӱ푡�
�Y���@ʾ��ͨ��Ƭ��P L A��Ʒ��ƽ��944ţ��������ʧЧ��PETG��Ʒƽ���Ɖ��d�ɞ�950ţ�������Ĕ��ѱ����������ȫƽ̹���@ʾ����Ҏ3D��ӡ�����ʧЧ���c�������ôu�ӶѯB��Ƭ��P L A��Ʒƽ����1072ţ��������ʧЧ���ȅ������ȸ���14%��PETG�ď���Ҳ�����10%�������@�N�·f����Ƭ�����_������ˌ��gճ������
����˼����PETG�����ڴu�ӶѯB��Ƭ�£��ܶ�������F�˶����Ѽy��������ֱ��ը�ѵ���r���@Ҳ��ζ���@�N����Ҳ�����������µ���^����đ���ȱ�ݡ����m߀�Ǻ�ֵ�������о��ġ�����CNC Kitchen�Ľ�B���@�N��ʽ������Ч���c�ΌӌӸ߳����ȣ�����ΌӌӸߺܱ����ѯBЧ���Ͳ������@�����J���mȻ�@�N�·f����Ƭ���������������ܷ���������Ȼ�߂�ʹ������FDM 3D��ӡ׃�ø����ľ������f����δ��ͨ����Ƭܛ���о͕�Ҋ���@����Ƭģʽ���أ�
(؟�ξ���admin)
 ��Ό�3D��ӡ�����M����
��Ό�3D��ӡ�����M���� ��O3D��ӡ���R���W������
��O3D��ӡ���R���W������ 3D��ӡ������澫�ӹ���ˇ
3D��ӡ������澫�ӹ���ˇ 3D��ӡ��̎������ϴ���˻�
3D��ӡ��̎������ϴ���˻� һ�N�µ�3D��ӡ��̎������
һ�N�µ�3D��ӡ��̎������������
- �� ��Ό�3D��ӡ�����M���ݼy�ӹ�
- ���u�ӶѯB��Ƭ�������ܳɞ�3D��ӡZ�S��
- ����O3D��ӡ���R���W��������
- ��3D��ӡ������澫�ӹ���ˇ���ȣ�����ƽ
- ��3D��ӡ��̎������ϴ���˻���ɫ
- ��һ�N�µ�3D��ӡ��̎�����������W����ƽ
- ��������ٳ��e�����Ti6Al4V����ɲ���
- ��������������3D��ӡ����Ї�Ϟ�Cӡģ��
- ����ʲô����3D��ӡ�C���������Ʒ���Ȳ�
- ��SLA 3D��ӡģ����ϴ����ĥȫ�^��
 SLA 3D��ӡģ����
SLA 3D��ӡģ���� �������S��3D��ӡ
�������S��3D��ӡ �N���õĴ�ĥ��
�N���õĴ�ĥ�� 3D��ӡģ�ͺ�̎��
3D��ӡģ�ͺ�̎�� ��Ό�3D��ӡģ��
��Ό�3D��ӡģ�� ��ο��ٵĽo���
��ο��ٵĽo������c����


