���A��W(xu��)Ҧ�W(xu��)�h���ڈF(tu��n)�(du��)��3D��ӡ�B�m(x��)�w�S����(qi��ng)�����ԏ�(f��)�ϲ��Ϻ꼚(x��)�^��߶ȷ���
�r(sh��)�g��2021-12-30 09:43 ��Դ���ϘO�� ���ߣ�admin ��x����
������ټӹ����������Ҫ���g(sh��)��3D��ӡ���Խ���Ӌ(j��)��C(j��)�O(sh��)Ӌ(j��)���a(ch��n)���Џ�(f��)�s���Π�IJ������e�أ�ʹ�����ڳ��e���� (FDM)
�������켼�g(sh��)���B�m(x��)�w�S����(qi��ng)�����ԏ�(f��)�ϲ��� (CFRTPC)
�ܵ��V���P(gu��n)ע���о������Č�(du��)CFRTPCs�M(j��n)��������Ԫ������ģ�M���ӡ-��s-���e�^�̣����@�������W(xu��)���ܡ����ȣ��l(f��)չ���������^�̵���Փģ�ͣ���Σ���(du��)3D��ӡCFRTPC��������Ӱ������M(j��n)�Ѕ���(sh��)����������ʾ�˶ѯB��ʽ���߾��L���ȡ��߾��g���ȼ��߶Ȍ�(du��)��������Ӱ�Ҏ(gu��)�ɣ�����ú꼚(x��)�^ģ�M��������(du��)3D��ӡ��CFRTPCs�M(j��n)���˶�߶����W(xu��)���������Č�(du��)3D��ӡCFRTPCs���о��ṩ��ģ�M��������Փ����(j��)��
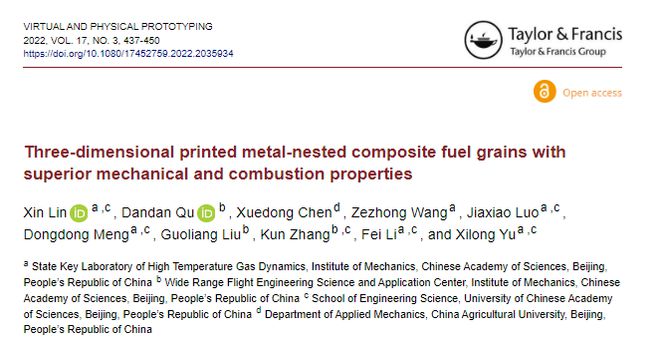
CFRTPCs��3D��ӡ�^����D1��ʾ�������Ԙ�֬�L�z�M(j��n)��D���^�����ڇ��챻�ӟ����ӟ������ڡ�ͬ�r(sh��)���B�m(x��)���w�S�����w�S����(y��ng)�^�����������졣�ڇ����У��B�m(x��)���w�S�������ڟ����Ծۺ���B��Ϳ�����S���n����w�S�����ԏć�����¶˱��D������(d��ng)�D���IJ��ϵ��_(d��)���eƽ�_(t��i)��Ѹ����s�Y(ji��)�����B�m(x��)���w�S����ǰ�˵ğ����Ԙ�֬���̶��B�m(x��)�ر������������O(sh��)Ӌ(j��)܉�E�������������ƽ�淽��l(f��)���Ƅ�(d��ng)���@���γ���3D��(f��)�s�Π��CFRTPCs��(g��u)���ĵ�һ�ӡ�


��һ���̶ȃ�(n��i)�� 3D��ӡԇ��Խ���ܣ������W(xu��)���܌���(hu��)Խ�á���(d��ng)ԇ���ĵ�һ�Ӵ�ӡ�Y(ji��)����3D��ӡ���^������Y����������������һ�ӵĽK�c(di��n)����ڶ��ӵ����c(di��n)�^�m(x��)��ӡ���όӵĸߜ����ژ�֬���ڻ������ѽ�(j��ng)���̵Ę�֬���ɌӘ�֬����������s���̶��l(f��)��ճ�ӣ��ܵ�������Ӱ푣��Ә�֬���Π�����׃������߶Ȍ��Խ��ͣ�����������׃�á���KCFRTPCsԇ�������O(sh��)Ӌ(j��)��·���������3D��ӡ���ڴ�ӡ�^���У����Կ����ڃɂ�(g��)����֮�g���ژ�֬δ�������ą^(q��)���ڱ�ģ���У�δ�������^(q��)��Ŀ���12.23%��ԇ�����w���w�S�w�e��?j��n)?sh��)��26.33%��
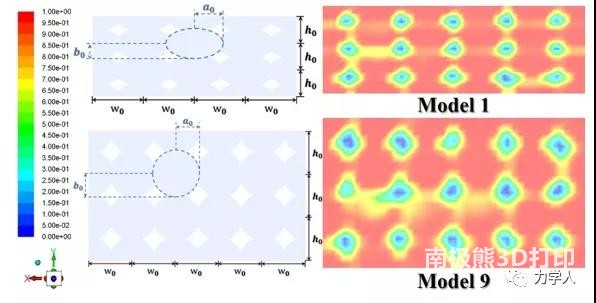
��ͬ����(sh��)�µõ���CFRTPCsԇ���Ľ�����D3��ʾ���l(f��)�F(xi��n)�ѯB��ʽ���E�A���������L���Ȍ�(du��)��������Ӱ�����@����

CFRTPCs��3D��ӡ�^����D1��ʾ�������Ԙ�֬�L�z�M(j��n)��D���^�����ڇ��챻�ӟ����ӟ������ڡ�ͬ�r(sh��)���B�m(x��)���w�S�����w�S����(y��ng)�^�����������졣�ڇ����У��B�m(x��)���w�S�������ڟ����Ծۺ���B��Ϳ�����S���n����w�S�����ԏć�����¶˱��D������(d��ng)�D���IJ��ϵ��_(d��)���eƽ�_(t��i)��Ѹ����s�Y(ji��)�����B�m(x��)���w�S����ǰ�˵ğ����Ԙ�֬���̶��B�m(x��)�ر������������O(sh��)Ӌ(j��)܉�E�������������ƽ�淽��l(f��)���Ƅ�(d��ng)���@���γ���3D��(f��)�s�Π��CFRTPCs��(g��u)���ĵ�һ�ӡ�
�D1 CFRTPCs 3D��ӡ�^��ʾ��D
�چΌ���ɺ����(hu��)������(g��u)����ȷ���������(g��)�Ӻ�ȡ��D���IJ��ϵ��_(d��)������棬����(hu��)Ѹ�ٹ̻���ճ������һ�ӡ��؏�(f��)ԓ�^�̣�������ɘ�(g��u)���ij��e��ֱ��������ӡ��ͨ�^����3D��ӡ������CFRTPC����ͨ�^���e�����Ƴɡ�����3D��ӡ�����^�̰���3���֣��քe������Ԙ�֬�����w�S�^�̡��ض�׃���������(d��o)�^�̡������Ԙ�֬�̻��^�̡��D2�o���˶���(g��)�����A�εĘ�֬����(d��ng)��r����(du��)��(y��ng)�ęM����3D��ӡ������ò��
�D 2 3D��ӡģ�M�И�֬������(d��ng)��r����(du��)��(y��ng)��������ò��(a) ��������ӡ��(b) ��ӡ�^��X�S�����D(zhu��n)����(c) �������������Y(ji��)��(d) �ڶ���������ӡ��(e) �Ɍ����������Y(ji��)��(f) 3D��ӡ����ԇ��ģ�M
���w�ܵ��������ã�ͬ�r(sh��)����(hu��)���ڹ̻��a(ch��n)���w�e�տs���ܶ������ճ�������@Щ����(d��o)��������֮���������ò�c�o���ęE�A����ò����ͬ�������Č����ڳ��e-��s-�����^�̌�׃խ5.02%����߶Ȍ�����1.59%�������w�Ľ���e������3.51%���S��ӡ�^����X�S������l(f��)���D(zhu��n)�������S���D(zhu��n)��Z�S�������^�m(x��)��ӡ��������ĸߜ����ژ�֬����(hu��)���܇��Ę�֬�ڻ�����������s���̣��Ķ��ɗl���ŵ��������l(f��)��ճ�ӣ���ճ�ӵ���r�t�c�������g��
���P(gu��n)����һ���̶ȃ�(n��i)�� 3D��ӡԇ��Խ���ܣ������W(xu��)���܌���(hu��)Խ�á���(d��ng)ԇ���ĵ�һ�Ӵ�ӡ�Y(ji��)����3D��ӡ���^������Y����������������һ�ӵĽK�c(di��n)����ڶ��ӵ����c(di��n)�^�m(x��)��ӡ���όӵĸߜ����ژ�֬���ڻ������ѽ�(j��ng)���̵Ę�֬���ɌӘ�֬����������s���̶��l(f��)��ճ�ӣ��ܵ�������Ӱ푣��Ә�֬���Π�����׃������߶Ȍ��Խ��ͣ�����������׃�á���KCFRTPCsԇ�������O(sh��)Ӌ(j��)��·���������3D��ӡ���ڴ�ӡ�^���У����Կ����ڃɂ�(g��)����֮�g���ژ�֬δ�������ą^(q��)���ڱ�ģ���У�δ�������^(q��)��Ŀ���12.23%��ԇ�����w���w�S�w�e��?j��n)?sh��)��26.33%��
��ͬ����(sh��)�µõ���CFRTPCsԇ���Ľ�����D3��ʾ���l(f��)�F(xi��n)�ѯB��ʽ���E�A���������L���Ȍ�(du��)��������Ӱ�����@����
�D3 Ӱ�3D��ӡCFRTPCs�����������ط���
(؟(z��)�ξ���admin)
���P(gu��n)��(n��i)��
 16�q���������ִꡱ�ۯB��
16�q���������ִꡱ�ۯB�� 3D Systems ��(chu��ng)ʼ��Chuck H
3D Systems ��(chu��ng)ʼ��Chuck H �����AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ�
�����AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ� ��h���S�մɿ���(j��ng)���R����
��h���S�մɿ���(j��ng)���R���� ������Ї���������a(ch��n)�I(y��)
������Ї���������a(ch��n)�I(y��) �����꣺�������켼�g(sh��)�l(f��)չ
�����꣺�������켼�g(sh��)�l(f��)չ
- ��16�q���������ִꡱ�ۯB���֙C(j��)��3D��ӡ
- ��3D Systems ��(chu��ng)ʼ��Chuck Hull��(d��ng)�x����
- �������AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ�W(xu��)���ٲ����c
- ����h���S�մɿ���(j��ng)���R�������I(y��)����(y��ng)����
- ��������Ї���������a(ch��n)�I(y��)�l(f��)չ��Ϥ�ߡ�
- �������꣺�������켼�g(sh��)�l(f��)չ��(d��ng)�B(t��i)����Fr
- ����Թ⣺���������b��ɿ��ԙz�y(c��)�x����
- �����q���������������b���|(zh��)���ɿ���̽��
����(n��i)��
- ��16�q���������ִꡱ�ۯB���֙C(j��)��3D��ӡ
- ��3D Systems ��(chu��ng)ʼ��Chuck Hull��(d��ng)�x����
- �������AԺʿ�I(l��ng)㕽��O(sh��)�K�ݴ�W(xu��)���ٲ����c
- ����h���S�մɿ���(j��ng)���R�������I(y��)����(y��ng)����
- ��������Ї���������a(ch��n)�I(y��)�l(f��)չ��Ϥ�ߡ�
- �������꣺�������켼�g(sh��)�l(f��)չ��(d��ng)�B(t��i)����Fr
- ����Թ⣺���������b��ɿ��ԙz�y(c��)�x����
- �����q���������������b���|(zh��)���ɿ���̽��
- ������⣺����3D��ӡ�ڹǿ��еđ�(y��ng)��
- ���R���ɣ�3D��ӡ���R���ش�a(ch��n)�I(y��)�C(j��)���J(r��n)�R(sh��)
���]��(n��i)��
 �п�Ժ���ΈF(tu��n)�(du��)To
�п�Ժ���ΈF(tu��n)�(du��)To ���L���h��(chu��ng)ʼ��Ҧ
���L���h��(chu��ng)ʼ��Ҧ �㽭��W(xu��)�R������
�㽭��W(xu��)�R������ �����w���^(q��)�K朼�
�����w���^(q��)�K朼�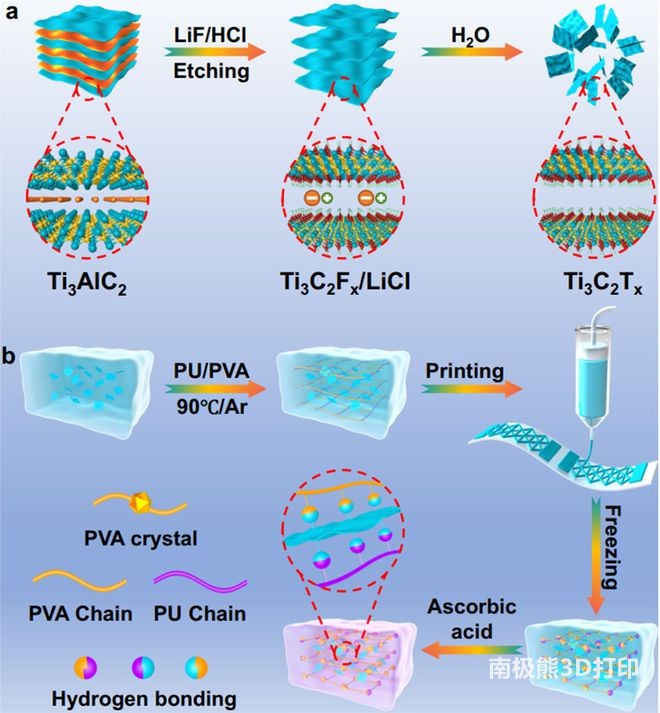 �S�SԺʿ�F(tu��n)�(du��)��3D
�S�SԺʿ�F(tu��n)�(du��)��3D �O��ݽ��ڣ��߷�
�O��ݽ��ڣ��߷����c(di��n)��(n��i)��
- ����������r(sh��)���˳���3D��ӡ��δ������
- �����l(w��i)�tԺʿ�F(tu��n)�(du��)����������ܱ��ژ�(g��u)����
- �����A��W(xu��)Ҧ�W(xu��)�h���ڈF(tu��n)�(du��)��3D��ӡ�B�m(x��)�w
- �����L���h��(chu��ng)ʼ��Ҧ־�h����3D��ӡ�a(ch��n)Ʒ��
- ������Ƽ�������x���ʡ����֧Ӌ(j��)�����Ƽ�
- ��������Ժʿ�F(tu��n)�(du��)������ʽ��������ϥ�P(gu��n)��(ji��)
- ��������܊����(zh��n)���L��3D��ӡ�������
- ���Ͽƴ�CoCo���C�����B�m(x��)�w�S����(qi��ng)��(f��)��
- �������Ƽ���W(xu��)������Ⱥ��3D��ӡ��܊��(y��ng)
- �����ޣ��������죬ǡ����r(sh��)


