3D��ӡ�|���Ź�ָ��֮��Qճ��ס�ᴲ
�����Ї�3D��ӡ�W���Ҏ�����ӡճ��ס�ᴲ�@һ���}�Ľ�Q�k�������ϣ���ӡ�ĵ�һ���ι̵��B���ڴ�ӡ�C�Ę���ƽ�_���Ƿdz���Ҫ�ģ����Dz��ܺܺõ�ճס�ᴲ��Ԓ����ô��������Ĵ�ӡ���a���ܴ��Ӱ푡�����ᘌ�һЩ��Ҋ�Ć��}���҂���������������ν�Q�ġ�

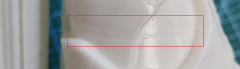
��ӡƽ�_��ˮƽ��
�ܶ��ӡ�C������һ�����{���ğᴲ��ͨ�^�ᴲ�ώ��Ďׂ��ݽz�����o�����{���ᴲ��λ�á������Ĵ�ӡ�C�Ђ����{���ğᴲͬ�r����������ճ��ס�Ć��}�r�����ȑ�ԓ�_�J�ᴲ�Ƿ�ƽ����ˮƽ������ᴲ��ˮƽ����ζ����һ߅�x����̫����ͬ�r��һ߅�͕�̫�h���@���������Ӵ�ӡЧ����Ҫһ��ˮƽ�ğᴲ��Simplify3Dܛ���ѽ�������һ�����õ��{ƽ��ָ���{ƽ�^�̡��������Tools > Bed Leveling Wizard���ҵ��@�������������@ָʾ������
�����_ʼ�ĕr���x�ᴲ̫�h��
��ʹ��ğᴲ�ܺõ��{ƽ�ˣ���߀��Ҫ�_�J�����ھ��x����ƽ�_ǡ��λ���_ʼ�������Ȳ���̫�hҲ����̫�����������õ�ճ�B�ژ���ƽ�_�ϣ��IJı�����p�ĔD���������_�ϵġ��cͨ�^��׃Ӳ�����{���@Щ�����ȣ�3D��ӡ�C�ġ�Z�S���c�{�����ܕ�Ҫ���ײ��Ҿ��_�öࡣֻ��Ҫ�c����Z�S���c�{���ˆΣ��Ϳ��Ԍ�����λ����ʮ�־������{�������磬���I��-0.05mm������͕����_����0.05mm�_ʼ������ʹ��Simplify3Dܛ��Ҳ���Ծ��_�{����ֻ��Ҫ�c����Edit Process Settings�����_̎���O�ã�Ȼ��ȥ��G-Code�˺��������ʹ��Z�Sȫ��G-codeƫ�Ɓ팦����λ����ʮ�־������{����
��һ�Ӵ�ӡ̫�죺
�����ژ����_��ϔD����һ�����ϵĕr�����_ʼ��һ����ǰ�����횴_���@һ�����õĸ����ڱ������ˡ�����Ӵ�ӡ̫�죬���Ͽ��ܕ��������ܺõĸ�����ƽ�_���档��ˣ������ӵĴ�ӡ�ٶ��ԫ@ȡ��ֵĸ����r�g�Ƿdz���Ч�ġ�Cura�ṩ����O�ã��c����������棬������һ�����Ӵ�ӡ�ٶȡ��O�ã�������X����Ĵ�ӡ�C���Ƅ��ٶ�̫�죬��ô�Lԇ�pС�@��ֵ��Simplify3D���c����Edit Process Settings��ȥ��Layer�˺����������һ���O�á�FirstLayer Speed�������磬�㌢���ٶ��O�Þ�50%����ζ���ӵĴ�ӡ�ٶȌ����������ӵ�50%��
�ض��O�ã�
�ĸߜص��͜����ϕ��տs���e�����ӣ�����һ����ABS��ӡ��100mm���ȵIJ���������D���C��230�z�϶ȗl���¼ӹ��@�����������ǘ����_����ģ��@����ζ�������x�_���������s��һЩ��ӡ�CҲ������ɢ���L�ȣ����ʹ�þ͕������@����s�^�̡�����@��ӡ�C�����Ҝ�30�z�϶ȣ��@��100mm�IJ������տs����1.5mm�����ҵ��ǣ������_���ض������㶨���ɲ��������տs�@ô�ࡣ����@�����أ���s�ĕr�����ϼ���څ�ڏĘ����_���x��ӛס�@�����ڴ�ӡ����ӵĕr��dz���Ҫ�������l�F���_ʼ�ĕr����ճ�ú��εģ����Ǻ�߅�S����s��Ó���ˣ��Ǻܿ��ܾ�����ĜضȺ�ɢ���O�ó��ˆ��}��
�ܶ��ӡ�C�ڴ�ӡABS�@ߜز��ϵĕr�����ßᴲ������˷��@Щ���}������ᴲ�������ӹ��^�̱�����110�z�϶ȣ���ô�ӕ����֜ضȶ����տs�������Ĵ�ӡ�C�Пᴲ������ԇLԇ�ӟ��������s��ͨ����PLA�O�Þ�60-70�ȕ��������^�ã�ABS100-120�ȡ���Cura ������������еġ��ᴲ�ضȡ����{���@Щ�O�á���Simplify3D����Edit Process Settings���x��Temperature�˺��{���ᴲ�ضȡ�
�����Ĵ�ӡ�C��ɢ���L�ȣ��_ʼ�Ӵ�ӡ�ĕr���P�����������ʼ����s̫�졣�c�������x헡��ˆ��еġ����_�����O�á�һ헏��������O�Ì�Ԓ�����L��ȫ�ٸ߶ȡ������M�������O�á����磬����Ե�Z�S���ߵ�0.5mm�����ٴ��_�L��ɢ�ᡣ�����ʹ��ABS���ϣ�ͨ������ȫ���P��ɢ���L�ȣ�����ֻ���P�]���������ġ�ʹ����s�L�ȡ��x헡��������һ������ĭh����ʹ�ô�ӡ�C�������]����ӡ�C�c�h�����x���������L������Ĵ�ӡ���ϡ�Simplify3D���c����Edit ProcessSettings��ȥ��Cooling�˺������������߅�{���L�ȵ��ٶȹ����c�����磬�����Ҫ�����L�Ȳ������_ʼ��Ȼ����Ӵ��_�L�ȵ��M���ʡ��@�r������Ҫ���б������Ӄɂ������O���c��Layer 1 at 0%�L���ٶȣ�Layer 5 at 100%�L���ٶȡ� Simplify3D�����Ҫȫ���P��ɢ���L�ȣ�ֻ��ݔ��һ�������O���c��Layer 1 at 0%�L���ٶȣ����ɡ�
�����_���棨�z�����zˮ�Ͳ��|����
��ͬ�N����σA���ڸ��õĸ����ڲ�ͬ�IJ��|�ϡ������@��ԭ�ܶ��ӡ�C������ᘌ�����֧�ֵĺIJă������ض������_������|�����磬�ЎN��ӡ�C����PLAճ���e�ε�BuildTak�|�ŵ������Ĵ��ϡ������������̄t�xȡһ�N��̎���^�IJ�����������貣�����ӟ���m���cABSһ��������ӡǰ�_�������_�ı���]�л҉m������֬����֬�ǂ������T������������@���ϴ�ӡ��Ԓ����ˮ�������þƾ����кܺõ�Ч����
�����Ĵ�ӡ�C�]������Ę����_�����o����������߀�����x��ġ��x���x�أ��ЎN�z������ͨ��3D��ӡ�����кܺõ�ճ�B�ԡ��z���ɷ����ճ�N�������_��������ȥ������Q�������Ҫ��ӡ��ͬ�IJ��ϡ����磬PLA�܉���^�õ�ճ���{ɫ�����z���ϣ���ABS�s�A���ڸ��õ�ճ�B��Kapton늹��z��������Q��Polyimide film���ϡ��ܶ�ʹ�����ژ����_�����R�r�zˮ���FҲȡ���˳ɹ������@Щ���Lԇ�^���úl�z���z����������һЩճ�Բ���Ҳ���ܕ����F���e��������Lԇ��������Щ�|�����m���㡣
���h��PVP�Ĺ��w�z����PLA��ABS��Ч�����ܺá����^��ABS�r��ƽ�_�������ƶ��]Ó�x��ӛ䛡�
��������ʧ���ˣ�Brims�� Rafts��
�Еr��������ӡ�IJ�����С���]��������e�Á�ճ���ژ����_���档Cura������һЩ�x헿����������e��ճ�δ�ӡ��������֮һ�С�ȹ߅����brim����ȹ߅�x헇����������ⲿ���Ӹ��ӵĭh�β��֣����ñ�ء��@���x�ͨ�^�����������ġ�ճ��ƽ�_���M���x��Cura߀���S�Ñ��ڴ�ӡ���������ӡ���������raft����Ҳ�����Ӹ����ı���e��Simplify3D��ͨ�^��Additions���˺��Yβ�ġ�Use Skirt/Brim���x�ʹ��
(؟�ξ���admin)
 ֻ��3�����[Ó�㲻ϲ�g��3
ֻ��3�����[Ó�㲻ϲ�g��3 3D����x��ô�棿
3D����x��ô�棿 ���ʹ�ù�̻�3D��ӡ�C��
���ʹ�ù�̻�3D��ӡ�C�� �v��3D��ӡ�C��ô�� ���W
�v��3D��ӡ�C��ô�� ���W �ֹ���FDM 3D��ӡ�����M��
�ֹ���FDM 3D��ӡ�����M�� ��̻�3d��ӡ�����ģ��
��̻�3d��ӡ�����ģ�� �������S�������
�������S������� ���˱���3D��ӡ��
���˱���3D��ӡ�� ���W3D��ӡ�߱��x
���W3D��ӡ�߱��x ���˱���3D��ӡ��
���˱���3D��ӡ��- ��ʷ����Ԕ����3D�⸡�������̳̣����g
- ��3D��ӡ��ʲôܛ�����OӋ���^�ã�
- ������W3D��ӡ����ʲôܛ����ģ���^�ã�
- �����˱���3D��ӡ����ģ�r����Ҫע���@10
- ��3D��ӡ��֧�ε����_�˄���ʲô��������
- �����˱���3D��ӡ����ģ�r����Ҫע���@10
- ��3D��ӡ�C�����z��ô�k������ӡ������
- ��3D��ӡ��ģ�r�⸡������������magics
- ����Ό����ɂ�������STL��ʽ��3D��ӡģ
- ��3D��ӡ�|���Ź�ָ��֮��Qճ��ס�ᴲ


